
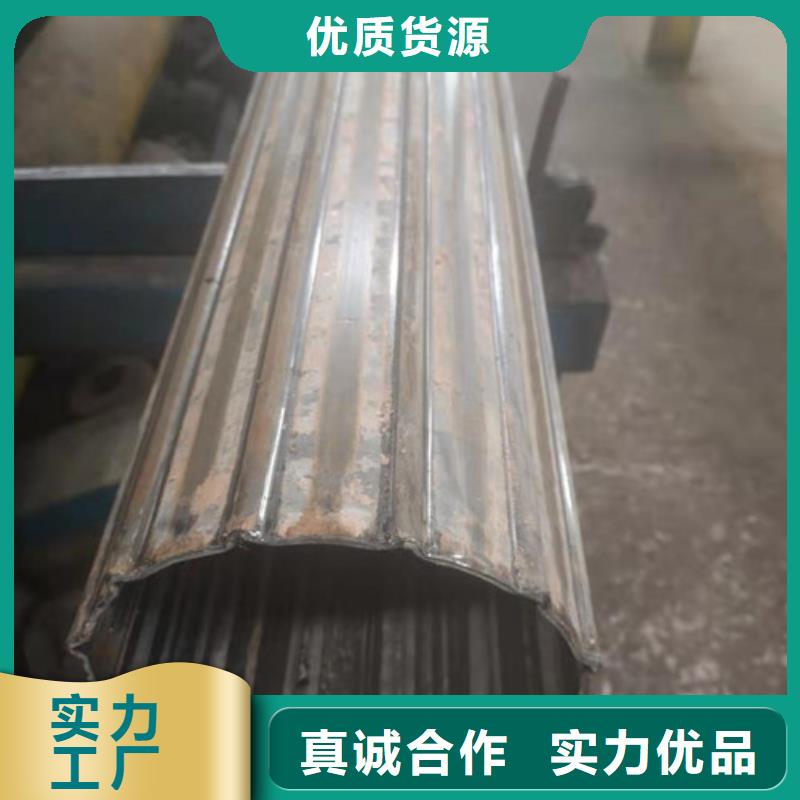





孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。



冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
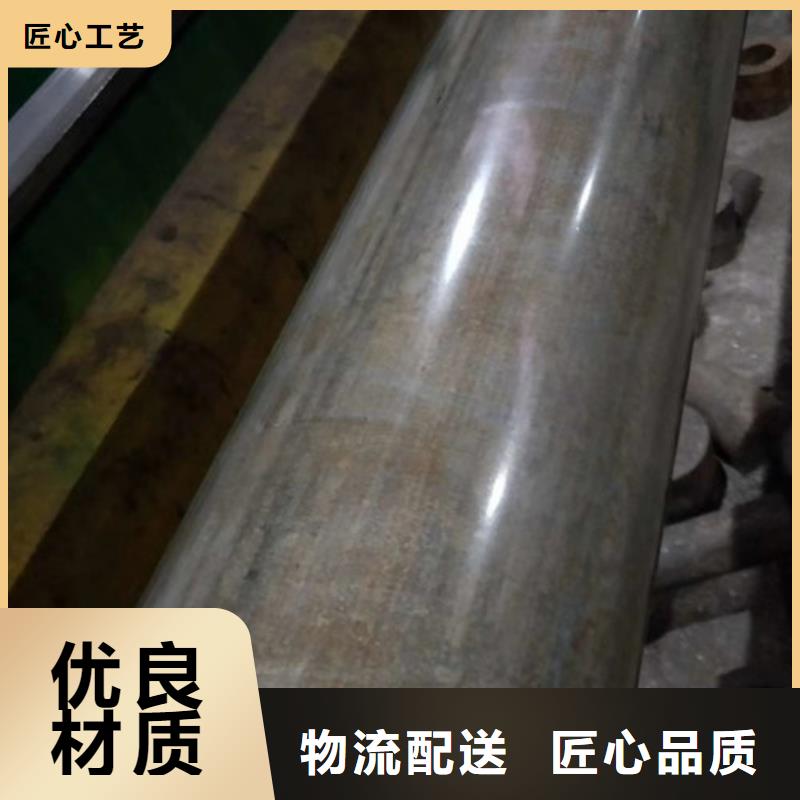
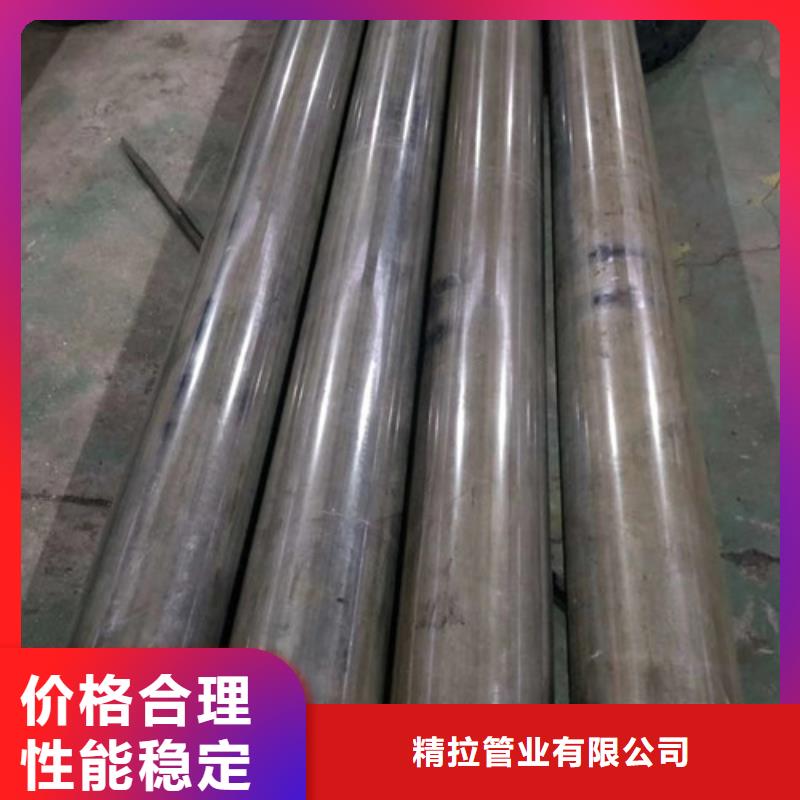
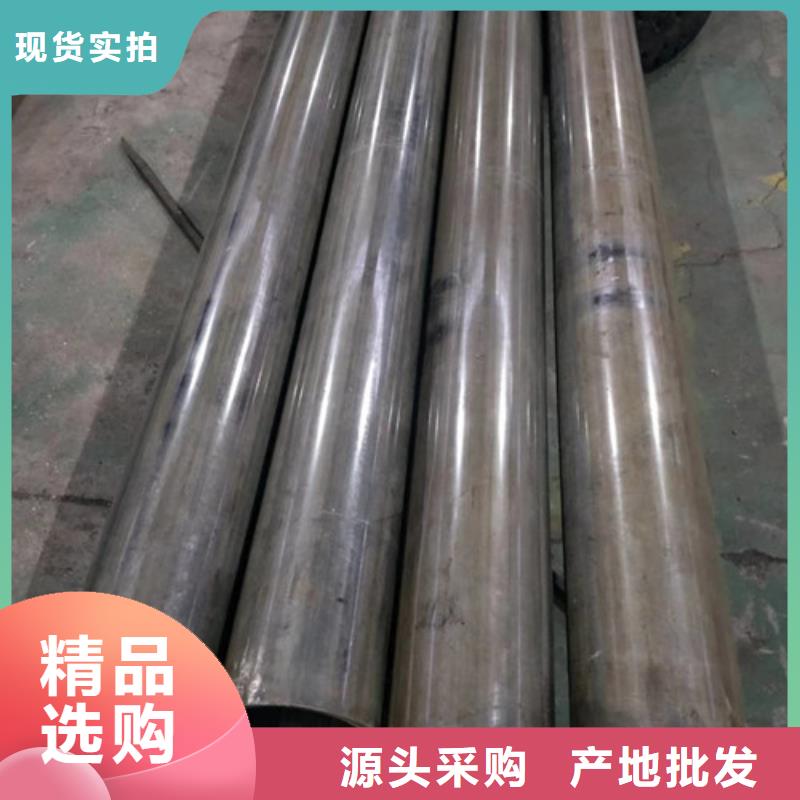
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。


自贡精拉管业有限公司主营产品: 精拉无缝钢管。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。



冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
